




Технология литьевого формования произвела революцию в производственной сфере, изменив подход компаний к выпуску продукции — от автокомпонентов до потребительской электроники. Этот сложный процесс позволяет производителям создавать сложные пластиковые детали с исключительной точностью, стабильностью и эффективностью в массовом производстве. Современные отрасли промышленности в значительной степени зависят от литьевая форма технология, отвечающая высоким требованиям производства при соблюдении строгих стандартов качества и экономичности. Интеграция передовых материалов, систем с компьютерным управлением и инновационных подходов к проектированию сделала литье под давлением незаменимым решением в производстве для различных отраслей.
Основы процесса литья под давлением
Основные механизмы и принципы работы
Процесс литья под давлением осуществляется по тщательно согласованной последовательности этапов нагрева, впрыска и охлаждения. Исходные пластиковые материалы, как правило в виде гранул, подаются в нагретый цилиндр, где расплавляются и становятся однородными. Расплавленный пластик затем под высоким давлением впрыскивается в точно спроектированную полость пресс-формы. Это давление обеспечивает полное заполнение полости и правильное формирование детали, минимизируя дефекты, такие как воздушные карманы или неполное заполнение.
Контроль температуры на протяжении всего процесса остаётся критически важным для достижения оптимальных результатов. Зоны нагрева цилиндра точно регулируются для поддержания постоянной температуры расплава, в то время как сама форма имеет температурный контроль, чтобы обеспечить правильное охлаждение и затвердевание. Время цикла варьируется в зависимости от сложности детали, толщины стенок и свойств материала, однако современные системы автоматически оптимизируют эти параметры для максимизации производительности при сохранении стандартов качества.
Выбор материала и его свойства
Выбор материала существенно влияет как на процесс формования, так и на характеристики конечного продукта. Термопластичные материалы доминируют в приложениях литьевого формования благодаря своей способности многократно плавиться и восстанавливаться без химического разрушения. К распространённым материалам относятся полиэтилен, полипропилен, полистирол, АБС-пластик, а также инженерные пластики, такие как нейлон и поликарбонат. Каждый материал предъявляет уникальные требования к процессу обработки в отношении температуры, давления и параметров охлаждения.
Современные составы материалов включают добавки для улучшения определённых свойств, таких как устойчивость к УФ-излучению, огнестойкость или механическая прочность. Композиты с наполнением из стекловолокна обеспечивают повышенную жёсткость и размерную стабильность, тогда как биоматериалы решают экологические вопросы. Выбор материала должен обеспечивать баланс между требованиями к эксплуатационным характеристикам, особенностями обработки и экономическими соображениями для достижения оптимальных результатов производства.
Современное проектирование и инженерия форм
Точная оснастка и проектирование форм
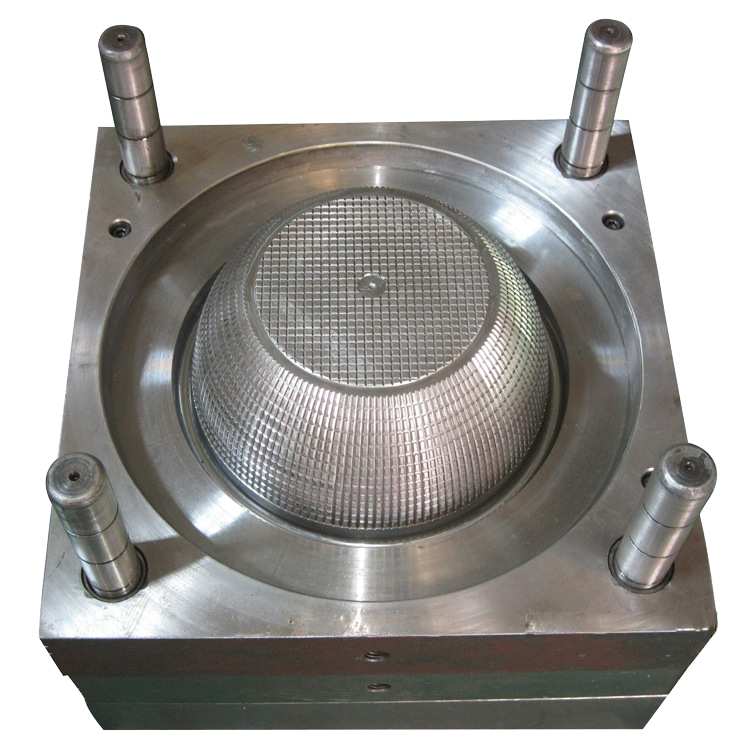
Современное проектирование пресс-форм использует сложные программные средства САПР и инструменты моделирования для оптимизации геометрии полости, размещения воротников и конфигурации каналов охлаждения. Технологии прецизионной механической обработки, включая фрезерование с ЧПУ и электроэрозионную обработку, позволяют создавать сложные геометрические формы с допусками, измеряемыми в микрометрах. Многополостные пресс-формы повышают производительность, выпуская несколько деталей за один цикл, в то время как семейные пресс-формы позволяют изготавливать различные конструкции деталей в одной оснастке.
Конструкция литниковой системы играет ключевую роль в определении качества и внешнего вида детали. Системы горячего канала поддерживают температуру расплавленного пластика по всей сети распределения, устраняя следы литника и сокращая отходы материала. Конструкции холодного канала обеспечивают простоту и экономическую эффективность для определённых применений, хотя они приводят к большему количеству отходов, требующих переработки или утилизации.
Оптимизация системы охлаждения
Эффективная конструкция системы охлаждения напрямую влияет на длительность циклов и качество деталей. Каналы конформного охлаждения, создаваемые с помощью аддитивных технологий, более точно следуют контурам детали по сравнению с традиционными прямыми каналами, просверленными сверлением. Такой подход обеспечивает более равномерное охлаждение, снижает коробление и значительно сокращает время цикла. Температурные перепады по детали должны быть сведены к минимуму, чтобы предотвратить внутренние напряжения и изменения размеров.
Передовые стратегии охлаждения включают зоны с переменной температурой для учета различных толщин стенок и геометрических особенностей. Быстрое охлаждение в тонких участках предотвращает образование усадочных раковин, а контролируемое охлаждение в толстых областях обеспечивает полную кристаллизацию без образования пустот. Моделирование методом вычислительной гидродинамики позволяет прогнозировать эффективность охлаждения и направлять усилия по оптимизации до начала изготовления пресс-формы.
Контроль качества и мониторинг процесса
Параметры процесса в реальном времени
Современные системы литья под давлением оснащены расширенными возможностями мониторинга для отслеживания ключевых параметров процесса в режиме реального времени. Кривые давления при впрыске, профили температуры расплава и измерения давления в полости формы обеспечивают немедленную обратную связь о стабильности процесса. Методы статистического контроля процесса выявляют тенденции и отклонения, которые могут указывать на возникающие проблемы, прежде чем они приведут к производству бракованных деталей.
Системы автоматического контроля качества используют визуальный осмотр, измерение размеров и проверку веса для подтверждения соответствия деталей. Алгоритмы машинного обучения анализируют исторические данные для прогнозирования оптимальных параметров процесса и выявления корреляционных зависимостей между переменными процесса и результатами по качеству. Такой подход, основанный на данных, позволяет планировать прогнозируемое техническое обслуживание и реализовывать инициативы по постоянному совершенствованию процессов.
Размерная точность и качество поверхности
Для обеспечения стабильной точности размеров требуется тщательный контроль усадки материала, распределения температуры формы и профилей давления уплотнения. Разные пластмассы имеют различные коэффициенты усадки, которые необходимо компенсировать за счёт корректировки конструкции пресс-формы. На этапе проектирования также необходимо учитывать изменения размеров после формования, вызванные релаксацией напряжений или воздействием окружающей среды.
Качество отделки поверхности зависит от подготовки поверхности формы, характеристик течения материала и условий обработки. Нанесение текстуры с помощью химического травления или лазерной гравировки придаёт эстетическую привлекательность и может скрывать незначительные дефекты поверхности. Высокоглянцевые покрытия требуют зеркально полированных поверхностей форм и оптимальных условий обработки для предотвращения следов потока или других косметических дефектов.
Промышленные применения и рыночное влияние
Интеграция в производство автомобилей
Автомобильная промышленность является одним из крупнейших потребителей изделий, полученных литьём под давлением, используя технология инжекционного литья для внутренних панелей, наружных элементов отделки, компонентов под капотом и конструкционных деталей. Инициативы по снижению веса стимулируют более широкое применение пластиковых компонентов, когда передовые материалы заменяют традиционные металлические детали, сохраняя при этом прочностные характеристики. Сложные геометрические формы, достижимые при литье под давлением, позволяют создавать интегрированные конструкции, уменьшающие потребность в сборке и снижающие производственные затраты.
Развитие электромобилей создало новые возможности для компонентов, получаемых литьем под давлением, включая корпуса аккумуляторов, заглушки зарядных портов и системы терморегулирования. Специализированные материалы с улучшенными электрическими свойствами, огнестойкостью и тепловой стабильностью отвечают уникальным требованиям электрических силовых установок. Возможности массового производства при литье под давлением способствуют переходу автомобильной промышленности на электрификацию с сохранением конкурентоспособности по стоимости.
Бытовая электроника и медицинские устройства
Производство бытовой электроники в значительной степени зависит от литья под давлением для изготовления корпусных деталей, разъёмов и внутренних конструкций. Тенденция к миниатюризации требует всё более высокой точности литья с жёсткими допусками и гладкими поверхностями. Технологии многокомпонентного литья позволяют объединять различные материалы и цвета в одной детали, снижая сложность сборки и улучшая внешний вид продукции.
Применение медицинских устройств требует соблюдения самых высоких стандартов качества, а требования по обеспечению соответствия нормативным требованиям стимулируют внедрение передовых методов управления процессами и документирования. Биосовместимые материалы и производство в условиях чистых помещений обеспечивают безопасность продукции и получение регуляторных разрешений. Одноразовые медицинские устройства выигрывают от возможностей литьевого формования по массовому производству и стабильной подаче продукции высокого качества, что способствует снижению затрат в здравоохранении при сохранении стандартов безопасности пациентов.
Технологические инновации и будущие тенденции
Интеграция в Индустрию 4.0 и Умное Производство
Инициативы цифровой трансформации кардинально меняют операции литьевого формования за счёт подключения к Интернету вещей, использования облачного анализа данных и интеграции искусственного интеллекта. Умные датчики непрерывно отслеживают состояние оборудования, параметры материала и внешние факторы, что позволяет применять стратегии прогнозирующего технического обслуживания и оптимизировать графики производства. Возможности удалённого мониторинга позволяют экспертам диагностировать проблемы и оказывать поддержку независимо от географического местоположения.
Алгоритмы машинного обучения анализируют обширные наборы данных для определения оптимальных параметров процессов при использовании новых материалов или конструкций деталей. Цифровые двойники создают виртуальные модели систем литья, позволяя проводить оптимизацию и сценарии обучения на основе моделирования без нарушения реального производства. Блокчейн-технология обеспечивает безопасный контроль цепочек поставок и документирование качества, способствуя соблюдению нормативных требований и прозрачности для клиентов.
Устойчивые производственные практики
Забота об экологической устойчивости стимулирует инновации в переработке материалов, повышении энергоэффективности и сокращении отходов. Системы замкнутого цикла перерабатывают производственные отходы и изделия по окончании срока службы в высококачественные вторичные смолы, пригодные для литья под давлением. Технологии химической переработки разлагают сложные пластиковые отходы на молекулярные компоненты для последующего воссоздания материалов, аналогичных первичным.
Энергоэффективные формовочные машины включают сервоприводные системы, оптимизированные технологии нагрева и интеллектуальное управление питанием для значительного снижения потребления электроэнергии. Биоосновные и биоразлагаемые материалы расширяют сферы применения и уменьшают воздействие на окружающую среду. Стратегии облегчения конструкции минимизируют использование материалов без ущерба для производительности, поддерживая принципы циклической экономики и цели по сохранению ресурсов.
Экономические Преимущества и Оптимизация Стоимости
Экономика массового производства
Литьевое формование отлично подходит для условий массового производства, где затраты на оснастку могут быть распределены на большое количество изделий. Оптимизация времени цикла, автоматическая транспортировка материалов и возможность производства без участия персонала в ночное время максимизируют производительность при минимальных трудозатратах. Многогнездная оснастка увеличивает темпы производства без пропорционального роста времени обработки или энергопотребления.
Методы инженерного анализа стоимости оптимизируют конструкцию деталей для эффективности производства при сохранении функциональных требований. Принципы проектирования с учётом технологичности устраняют ненужную сложность, снижают расход материалов и минимизируют дополнительные операции. Стандартизация компонентов в рамках продуктовых линеек позволяет использовать эффект масштаба и упрощает управление запасами на всех этапах цепочки поставок.
Рассмотрение полных затрат владения
Комплексный анализ затрат должен учитывать инвестиции в оснастку, стоимость материалов, расходы на обработку, требования к контролю качества и аспекты утилизации после окончания срока службы. Хотя первоначальные затраты на оснастку могут показаться значительными, преимущество литьевого формования в виде низкой себестоимости единицы продукции становится существенным при средних и высоких объёмах производства. Возможности быстрого прототипирования с использованием аддитивных технологий позволяют проверить конструкцию до начала инвестиций в производственную оснастку.
Планирование технического обслуживания и управление сроком службы инструмента значительно влияют на долгосрочную рентабельность. Программы профилактического обслуживания продлевают срок службы пресс-форм, сохраняя точность размеров и качество поверхности. Возможность модификации инструментов позволяет вносить изменения в конструкцию без полной замены оснастки, что поддерживает эволюцию продукции и соответствие требованиям рынка.
Часто задаваемые вопросы
Какие материалы commonly используются в технологии литья под давлением
К распространённым материалам относятся термопласты, такие как полиэтилен, полипропилен, АБС, полистирол, нейлон и поликарбонат. Инженерные пластики, например ПЭЭК, ПОМ и композиты с наполнением из стекловолокна, применяются в специализированных областях, где требуются повышенные механические или тепловые характеристики. Выбор материала зависит от требований к детали, особенностей переработки и экономических соображений; новые биооснованные и переработанные материалы расширяют доступный выбор в рамках инициатив устойчивого производства.
Как литьевое формование сравнивается с другими производственными процессами
Литье под давлением обеспечивает превосходную точность размеров, качество поверхности и скорость производства по сравнению со многими альтернативными процессами. Хотя затраты на оснастку выше, чем при таких методах, как 3D-печать или механическая обработка, стоимость детали становится весьма конкурентоспособной при средних и высоких объемах производства. Данный процесс позволяет изготавливать сложные геометрические формы, тонкостенные элементы и интегрированные функции, которые было бы трудно или невозможно реализовать другими методами производства, что делает его идеальным для массового производства.
Какие факторы влияют на длительность цикла литья под давлением
Время цикла зависит от толщины стенок детали, свойств материала, конструкции формы и эффективности системы охлаждения. Более толстые участки требуют более длительного времени охлаждения для полной кристаллизации, в то время как тонкие стенки быстро охлаждаются, но могут вызывать трудности при заполнении. Температура пресс-формы, давление впрыска и конструкция каналов охлаждения существенно влияют на общую продолжительность цикла. Современные системы управления процессом автоматически оптимизируют эти параметры, чтобы сократить время цикла при сохранении стандартов качества.
Насколько важна чистка и обслуживание пресс-формы для качества производства
Регулярное техническое обслуживание пресс-форм имеет решающее значение для поддержания точности размеров, качества поверхности и эффективности производства. Плановое техническое обслуживание включает очистку, смазку, замену изношенных компонентов и проверку размеров. Правильное обслуживание значительно продлевает срок службы инструмента, предотвращая дорогостоящие перерывы в производстве из-за неожиданных поломок. Современные системы мониторинга отслеживают показатели работы пресс-форм, чтобы прогнозировать потребность в обслуживании и оптимизировать расписание с минимальным влиянием на производство.