




Støbningsteknologien har revolutioneret produktionslandskabet og transformeret måden, hvorpå virksomheder producerer alt fra automobildel til forbruger-elektronik. Denne sofistikerede proces gør det muligt for producenter at skabe komplekse plastdele med ekstraordinær præcision, konsistens og effektivitet i stor skala. Moderne industrier er stærkt afhængige af injektionsform teknologi til at opfylde krævende produktionskrav, samtidig med at strenge kvalitetsstandarder og omkostningseffektivitet opretholdes. Integrationen af avancerede materialer, computerstyrede systemer og innovative designtilgange har gjort støbning til en uundværlig produktionsløsning på tværs af mange sektorer.
Grundlæggende om støbning
Kernemekanik og driftsprincipper
Støbningsprocessen fungerer gennem en nøje koordineret rækkefølge af opvarmnings-, indsprøjt- og afkølingsfaser. Rå plastmaterialer, typisk i form af pellets, føres ind i en varmet cylinder, hvor de smeltes og homogeniseres. Den smeltede plast presses derefter ind i en præcisionsudformede formhulrum under højt tryk. Dette tryk sikrer fuldstændig udfyldning af hulrummet og korrekt deldannelse, samtidig med at defekter som luftblærer eller ufuldstændige udfyldninger minimeres.
Temperaturregulering gennem hele processen forbliver afgørende for at opnå optimale resultater. Barnevarmeparterne reguleres præcist for at opretholde konstante smeltetemperaturer, mens selve formen er temperaturreguleret for at sikre korrekt afkøling og fastfrysning. Cyklustiderne varierer afhængigt af delens kompleksitet, vægtykkelse og materialeegenskaber, men moderne systemer optimerer disse parametre automatisk for at maksimere produktionen samtidig med at kvalitetsstandarder opretholdes.
Valg af materiale og egenskaber
Valg af materiale påvirker både formningsprocessen og de endelige produkts egenskaber i høj grad. Termoplastiske materialer dominerer injektionsformningsapplikationer på grund af deres evne til gentagne gange at blive smeltet og omformet uden kemisk nedbrydning. Almindelige materialer inkluderer polyethylen, polypropylen, polystyren, ABS og ingeniørplastikker som nylon og polycarbonat. Hvert materiale stiller unikke krav til procesparametre som temperatur, tryk og afkølingsforhold.
Avancerede materialeres formuleringer indeholder tilsætningsstoffer for at forbedre specifikke egenskaber såsom UV-bestandighed, flammehæmmende egenskaber eller mekanisk styrke. Glasarmerede kompositter giver øget stivhed og dimensionsstabilitet, mens bio-baserede materialer tager højde for miljømæssige overvejelser. Materialevalg skal afbalancere ydelseskrav, forarbejdningsegenskaber og økonomiske overvejelser for at opnå optimale produktionsresultater.
Avanceret formdesign og ingeniørarbejde
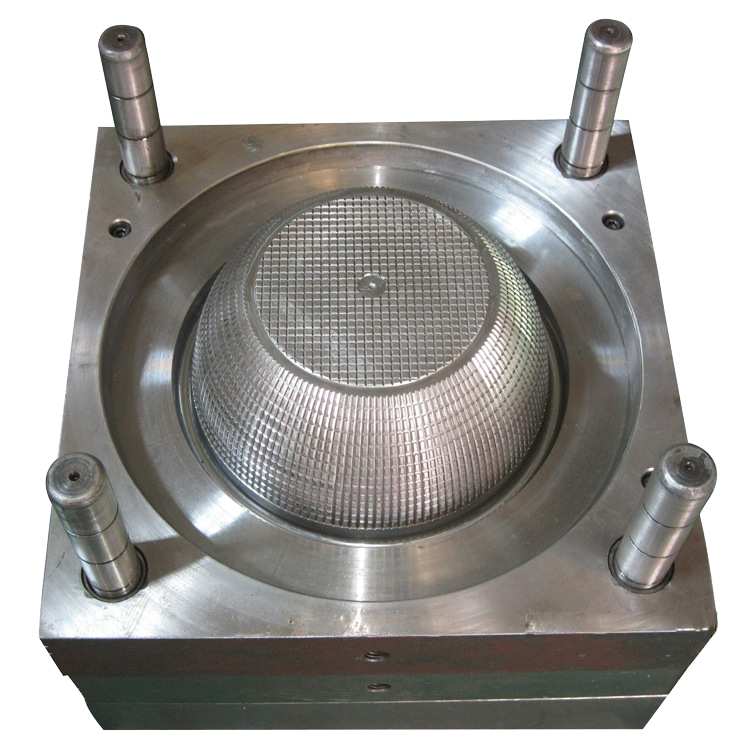
Præcisionsværktøj og hulrumsdesign
Moderne formdesign anvender sofistikerede CAD-programmer og simuleringsværktøjer til at optimere hulrumgeometri, gates placering og kølekanalopsætning. Præcisionsbearbejdningsteknikker, herunder CNC-fresning og elektrisk aflængningsmaskinering, gør det muligt at skabe komplekse geometrier med tolerancer målt i mikrometer. Flerehulumsforme øger produktionshastigheden ved at fremstille flere dele pr. cyklus, mens familieforme kan håndtere forskellige deltegninger inden for et enkelt værktøj.
Gatedesign spiller en afgørende rolle for bestemmelse af delkvalitet og udseende. Varme løbesystemer opretholder smeltet plasttemperatur gennem hele distributionsnetværket, hvilket eliminerer gateaftryk og reducerer materialeaffald. Kolde løbesystemer tilbyder enkelhed og omkostningsmæssige fordele for visse applikationer, men genererer mere affaldsmateriale, som kræver genanvendelse eller bortskaffelse.
Optimering af kølesystem
Effektiv kølesystemdesign påvirker direkte cyklustider og delkvalitet. Konforme kølekanaler, skabt gennem additive fremstillingsmetoder, følger komponentkonturer tættere end traditionelle ligeborede kanaler. Denne tilgang opnår mere ensartet afkøling, reducerer forvridning og forkorter cyklustider betydeligt. Temperaturforskelle over komponenten skal minimeres for at forhindre indre spændinger og dimensionelle variationer.
Avancerede kølestrategier inkorporerer variable temperaturzoner for at tilpasse sig forskellige vægtykkelser og geometriske funktioner. Hurtig afkøling i tynde sektioner forhindrer synkeporer, mens kontrolleret afkøling i tykke områder sikrer fuldstændig stivnelse uden dannelse af hulrum. Simuleringer baseret på computervæske dynamik forudsiger køleydelsen og vejleder optimeringsindsatser, før værktøjskonstruktionen påbegyndes.
Kvalitetskontrol og procesovervågning
Processparametre i realtid
Moderne støbesystemer omfatter omfattende overvågningsfunktioner til at følge vigtige procesparametre i realtid. Indsprøjtningstrykkurver, smeltetemperaturprofiler og målinger af formkavitetspres giver øjeblikkelig feedback om processtabilitet. Statistiske proceskontrolmetoder identificerer tendenser og variationer, der kan indikere opstående problemer, før de resulterer i defekte dele.
Automatiserede kvalitetskontrolsystemer anvender billedinspektion, dimensionsmåling og vægtkontrol til at verificere delenes overensstemmelse. Maskinlæringsalgoritmer analyserer historiske data for at forudsige optimale procesindstillinger og identificere korrelationsmønstre mellem procesvariable og kvalitetsresultater. Denne datadrevne tilgang gør det muligt at planlægge forudsigende vedligeholdelse og initiativer til kontinuerlig procesforbedring.
Dimensionelt nøjagtighed og overfladeafslutning
Opnåelse af konsekvent dimensional nøjagtighed kræver omhyggelig kontrol med materialekrympning, formens temperaturfordeling og pakketrykprofiler. Forskellige plastmaterialer viser varierende krympehastigheder, som skal kompenseres for gennem justeringer i formdesignet. Dimensionelle ændringer efter formning forårsaget af spændingsrelaksation eller miljøfaktorer skal også tages i betragtning i designfasen.
Overfladekvaliteten afhænger af formens overfladeforberedelse, materialestrømningsegenskaber og procesbetingelser. Applikation af struktur gennem kemisk ætsning eller lasergravering giver et æstetisk udtryk og kan samtidig skjule mindre overfladefejl. Højglansoverflader kræver spejlpolerede formoverflader og optimale procesbetingelser for at undgå strøgmarkeringer eller andre kosmetiske defekter.
Brancheanvendelser og markedsimpact
Integration af automobilproduktion
Bilindustrien er en af de største forbrugere af sprøjtestøbte komponenter og anvender sprøjtestøbningsteknologi til indvendige paneler, ydre trim, komponenter under motorhjelmen og strukturelle elementer. Initiativer for vægtreduktion driver øget anvendelse af plastkomponenter, hvorav avancerede materialer erstatter traditionelle metaldele, samtidig med at strukturel integritet opretholdes. Komplekse geometrier, som kan opnås gennem sprøjtestøbning, muliggør integrerede design, der reducerer samlekrav og produktionsomkostninger.
Udviklingen af elbiler har skabt nye muligheder for sprøjtestøbte komponenter, herunder batteribokse, dæksler til opladningsstik og systemer til varmestyring. Specialiserede materialer med forbedrede elektriske egenskaber, flammehæmmende egenskaber og termisk stabilitet imødekommer de særlige krav, som eldrevne drivlinjer stiller. Sprøjtestøbnings høje produktionskapacitet understøtter bilindustriens overgang til elektrificering, samtidig med at konkurrencedygtige omkostninger opretholdes.
Forbruger Elektronik og Medicinske Udstyr
Produktion af forbrugerelektronik er stærkt afhængig af sprøjtestøbning til kabinetkomponenter, stikforbindelser og interne strukturer. Miniaturiseringstendenser kræver stadig mere præcise støbningsmuligheder med stramme tolerancer og glatte overflader. Flerslags-støbningsteknikker gør det muligt at integrere forskellige materialer og farver i en enkelt komponent, hvilket reducerer monteringskompleksiteten og forbedrer produktets udseende.
Anvendelsen af medicinsk udstyr stiller de højeste krav til kvalitet, hvor reguleringskrav drevet avancerede proceskontrol- og dokumentationspraksisser. Biokompatible materialer og renrumsmiljøer i produktionen sikrer produktsikkerhed og opfyldelse af reguleringskrav. Enkeltnuvendelige medicinske produkter drager fordel af sprøjtestøbningens evne til højvolumenproduktion og konsekvent kvalitet, hvilket understøtter initiativer til reduktion af sundhedsudgifter, samtidig med at patientersikkerheden opretholdes.
Teknologiske innovationer og fremtidige tendenser
Industri 4.0 Integration og Smart Produktion
Digitaliseringstiltag revolutionerer sprøjtestøbningsoperationer gennem IoT-forbindelser, cloud-baserede dataanalyser og integration af kunstig intelligens. Smarte sensorer overvåger maskinydelse, materialeforhold og miljøfaktorer kontinuerligt, hvilket muliggør forudsigende vedligeholdelsesstrategier og optimeret produktionsplanlægning. Muligheden for fjernovervågning giver tekniske eksperter mulighed for at diagnosticere problemer og yde support uanset geografisk placering.
Maskinlæringsalgoritmer analyserer store datamængder for at identificere optimale procesparametre for nye materialer eller komponentdesign. Digitale tvillinger skaber virtuelle repræsentationer af støbesystemer, hvilket muliggør simuleringbaseret optimering og træningsscenarier uden at påvirke den faktiske produktion. Blockchain-teknologi sikrer sporbarhed i forsyningskæden og dokumentation af kvalitet, hvilket understøtter overholdelse af reguleringskrav og krav til kundetransparens.
Bæredygtige produktionsmetoder
Miljømæssige bæredygtighedshensyn driver innovationer inden for materialegenanvendelse, energieffektivitet og affaldsreduktion. Genanvendelsessystemer med lukket kredslober behandler produktionsaffald og produkter i slutbrug til højtkvalitets genanvendte harpikser, der er velegnede til formningsapplikationer. Kemisk genanvendelse nedbryder komplekst plastaffald til molekylære komponenter, som kan genskabes til materialer af nykvalitet.
Energibesparende formningsmaskiner integrerer servodrevne systemer, optimerede opvarmningsteknologier og intelligent strømstyring for markant at reducere elforbruget. Bio-baserede og biologisk nedbrydelige materialer udvider anvendelsesmulighederne samtidig med at miljøpåvirkningen reduceres. Letvægtsstrategier mindsker materialeforbruget uden at kompromittere ydeevnen, og understøtter således principperne om cirkulær økonomi og ressourcebevarelse.
Økonomiske fordele og omkostningsoptimering
Økonomi for produktion i stor skala
Injektionsformning udmærker sig i produktionsscenarier med høj kapacitet, hvor værktøjsomkostninger kan afskrives over store mængder. Optimering af cyklustid, automatiseret materialehåndtering og produktionsmuligheder uden personale til stede (lights-out manufacturing) maksimerer igennemstrømningen og minimerer arbejdskraftomkostningerne. Flertykket værktøj fordobler produktionshastigheden uden tilsvarende stigning i behandlingstid eller energiforbrug.
Værditekniske tilgange optimerer delenes design for fremstillingsmæssig effektivitet, samtidig med at funktionskrav opretholdes. Principper for design til fremstilling eliminerer unødigt komplekse løsninger, reducerer materialeforbruget og minimerer sekundære operationer. Standardisering af komponenter på tværs af produktlinjer udnytter skalafordele og forenkler lagervarehåndteringen gennem hele supply chain.
Overvejelser om samlet ejerneskabskostnad
En omfattende omkostningsanalyse skal tage hensyn til værktøjsinvestering, materialeomkostninger, procesudgifter, krav til kvalitetskontrol og overvejelser vedrørende slutningen af levetiden. Selvom de indledende værktøjsomkostninger kan virke betydelige, bliver prisen pr. del ved sprøjtestøbning markant fordelagtig ved moderate til høje produktionsvolumener. Muligheder for hurtig prototyping ved anvendelse af additiv produktion gør det muligt at validere designet, inden der investeres i produktionsværktøj.
Planlægning af vedligeholdelse og styring af værktøjslevetid påvirker den langsigtende rentabilitet betydeligt. Forebyggende vedligeholdelsesprogrammer forlænger formens levetid samtidig med, at dimensionel nøjagtighed og overfladekvalitet opretholdes. Muligheden for at modificere værktøjer gør det muligt at opdatere design uden fuld udskiftning af værktøjet, hvilket understøtter produktets udvikling og evnen til at imødekomme markedskrav.
Ofte stillede spørgsmål
Hvilke materialer anvendes almindeligvis i sprøjtestøbningsteknologi
Almindelige materialer omfatter termoplastiske stoffer såsom polyethylen, polypropylen, ABS, polystyren, nylon og polycarbonat. Konstruktionsplastikker som PEEK, POM og glasforstærkede kompositter anvendes til specialiserede applikationer, der kræver forbedrede mekaniske eller termiske egenskaber. Valg af materiale afhænger af delenes krav, formegenskaber og økonomiske overvejelser, og nye bio-baserede og genanvendte muligheder udvider valget inden for bæredygtige produktionsinitiativer.
Hvordan sammenlignes sprøjtestøbning med andre produktionsprocesser
Injektionsformning tilbyder overlegen dimensional nøjagtighed, overfladekvalitet og produktionshastighed sammenlignet med mange alternative processer. Selvom værktøjsomkostningerne er højere end ved processer som 3D-print eller maskinbearbejdning, bliver stykomkostningerne meget konkurrencedygtige ved moderate til høje seriestørrelser. Processen muliggør komplekse geometrier, tynde vægge og integrerede funktioner, som ville være vanskelige eller umulige med andre fremstillingsmetoder, hvilket gør den ideel til massproduktionsapplikationer.
Hvilke faktorer påvirker cyklustiderne ved injektionsformning
Cyklustider afhænger af vægtykkelse i emnet, materialeegenskaber, formdesign og kølesystemets effektivitet. Tykkere sektioner kræver længere køletid for at opnå fuldstændig fastfrysning, mens tynde vægge køler hurtigt, men kan give udfordringer ved udfyldning. Formtemperatur, indsprøjtningstryk og design af kølekanaler har betydelig indflydelse på den samlede cyklusvarighed. Avancerede processtyringssystemer optimerer disse parametre automatisk for at minimere cyklustiderne, samtidig med at kvalitetsstandarder opretholdes.
Hvor vigtig er vedligeholdelse af forme for produktionskvalitet
Almindelig skabsvedligeholdelse er afgørende for at opretholde dimensionel nøjagtighed, overfladekvalitet og produktionseffektivitet. Forebyggende vedligeholdelsesplaner omfatter rengøring, smøring, udskiftning af sliddele og dimensionel verifikation. Korrekt vedligeholdelse forlænger værktøjets levetid betydeligt og forhindrer dyre produktionsafbrydelser på grund af uventede fejl. Avancerede overvågningssystemer registrerer skabspræstationer for at forudsige vedligeholdelsesbehov og optimere planlægningen for minimal indvirkning på produktionen.